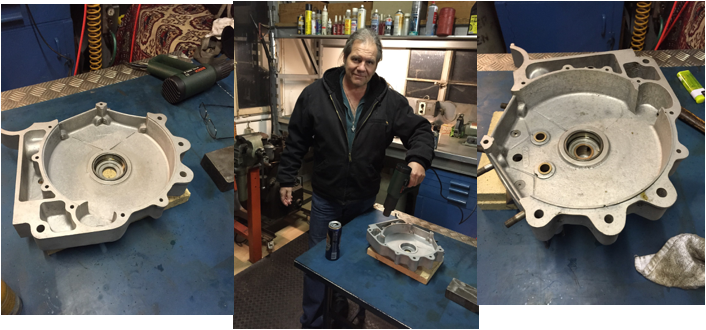
Die Lagerringe für die Kurbelwellenlager werden im Gehäuse eingeschrumpft. Zuerst wurden die Sitzaufnahmen mit einem feinen Schleifpapier kurz ausgerieben und die Kanten gebrochen, mit dem Heissluftföhn gleichmässig auf 70°C gebracht. An den Aussenwänden der Gehäuse betrug die Temperatur immer noch über 50°C. Die Sitzringe der Lager fielen so von selbst in den Sitze. Die Gehäuse schliessen nach Erkalten die Ringe gut ein.